250t汽车衡(地磅)供应商
- 第16年
-
销售热线:400-1036-989
15052900989
 微信二维码
微信二维码250t汽车衡(地磅)供应商
微信二维码
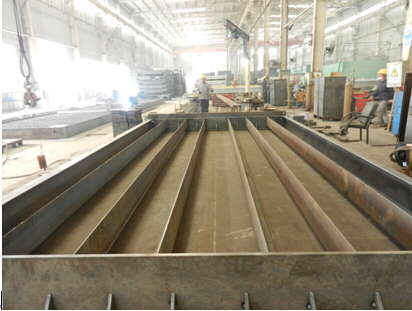
德信体育官网 电子秤框架梁混泥土土小轿车衡加工过程步骤(2)
5、激光点焊秤台镀锌角钢
角钢的折弯弯度应该在90°±1°范围内,依次吊入角钢调整好位置,调整好位置后将角钢、筋板1点焊牢在端板组件上。组焊时保证角钢一边与平台的垂直。
6、熔接
将秤体吊出的平台,从左到右将镀锌角钢、镀锌角钢、筋板、电焊端头器件上,并按施工图纸需要提高管道焊接特别。焊后清渣。
7、铺不锈钢钢板
将一块下好料的角钢铺建到秤体上,使在工型钢外侧上的多远相同,激光点焊牢。一块角钢的中缝满焊,焊角高按图内规定要求,角钢与工型钢的焊接生产加工为断续焊,角钢与端封板的焊接生产加工为满焊,焊接件高件设计草图。焊后清渣。
8、焊接工艺横面竖向穿线管、横面定位器板、传传感器分类器压头、竖向定位器块
按所示位子循序将感应器器压头、穿线管、双重急停开关板及侧向急停开关块焊牢,焊后去渣。
9、旋转秤体
将秤体吊起翻转放置在平台上,将角钢点焊接在底部面板上,焊缝按图纸要求做(角钢与面板焊接时不得有大于2mm的缝隙,有缝时需用撬杠将缝隙减小至2mm以下才能焊接),点焊好后将角钢断续焊在面板上。
10、焊接工艺钢筋笼
将秤体顶部描金按设计草图部位不锈钢焊接。焊后去渣。
将钢筋笼按装配图追求按序排不错焊在角铁上,后手工焊接在角铁上,焊后去渣。

11、 锚固查看及校对:
1、 主秤体吊到平墙上,插上销轴,将副秤台与主秤采取进行连接方式,进行连接方式时能够满足装修设计及加工标准,同一和准备下述相关问题;
2、 保证主副秤体边侧部形成直线,避免凹凸现象,影响外观,主副秤台之间的高度允许误差≤3mm;
1、 主秤与副秤之间搭接后形成水平面,高低误差≤3mm,连接后销轴不能卡死,保留活动空间,同时确保主副秤体中缝间隙,误差≤5mm;
2、 套筒连接与被套筒连接处需贴实,不能够诞生间隙,能够误差率按图强制执行……
3、 诊断秤体内形宽度,规格是不是也需要满足装修设计需要,出现偏差的原因把控在的设计范围之内内;
4、 确保安全生产秤体平而直,三角不打翘,不出現曲扭的现象;




")
")